

Call Us: +86-15026630563
Inquiry Now
Part 1:Why Does the Food Industry Require Specialized Conveyor Belts?
-
Food Safety Risks: Industrial-grade belts may leach harmful substances
-
Hygiene Compliance: Mandatory standards under FDA, HACCP, EU 1935/2004 for food-contact materials
-
Operational Demands: Challenges like steam sterilization, freezing temperatures, and oily environments
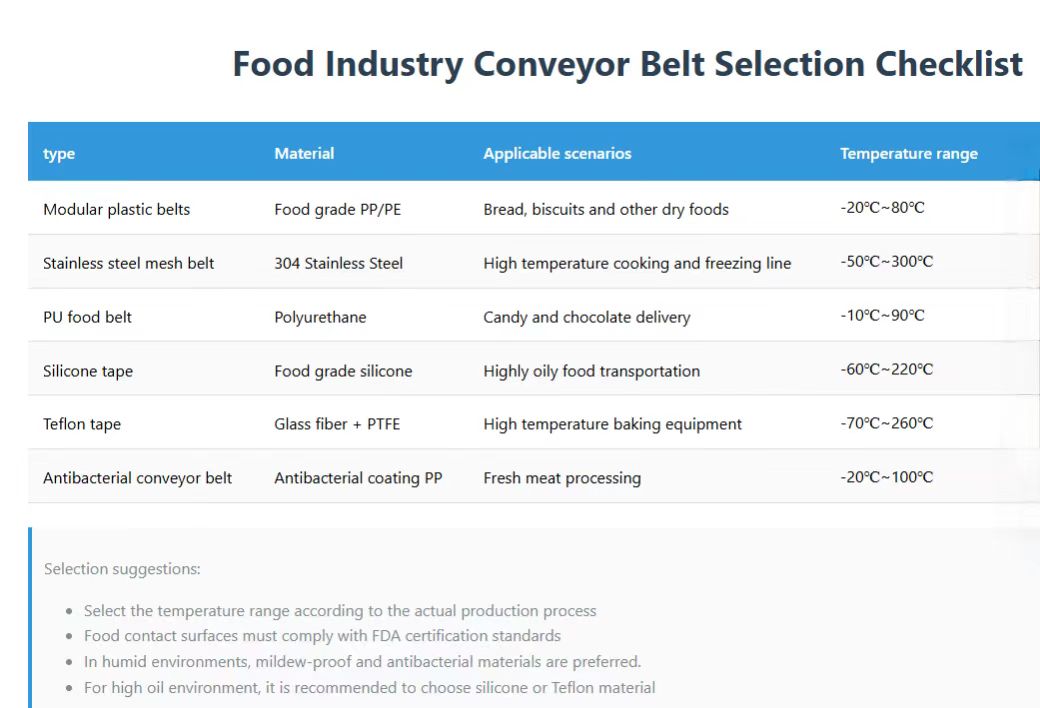
Part 2:7 Critical Factors for Choosing Food-Grade Conveyor Belts
-
1. Material Selection: Dictates Safety & Durability
-
Common Materials:
-
Polyurethane (PU): food-grade PU conveyor belts,Antibacterial, ideal for baked goods in dry conditions
-
Silicone: High-temperature silicone conveyor belts,Withstands 250°C, suitable for canning sterilization lines
-
Modular Plastic: Easy disassembly, used in meat processing plants
2. Sanitary Design Compliance
-
Seamless Construction: Prevents bacterial growth (3-A Sanitary Standards compliant)
-
Modular Design: Facilitates deep cleaning (BRCGS certified)
-
Anti-Static Treatment: Reduces powder adhesion
3. Temperature Resistance & Application Matching
-
Freezing: Materials resistant to -40°C brittleness(frozen food conveyor belt materials)
-
High Heat: Belts enduring 100°C+ for hot-fill lines(heat-resistant food conveyor belts)
4. Anti-Slip Textures & Edge Guards
-
Wave/Diamond Patterns: Prevent slippage of produce or packages (e.g., beverage bottling lines)
-
Adjustable Sidewalls: Accommodate varying package sizes
5. Cleaning & Maintenance Costs
-
Compare material resistance to sanitizers
-
Opt for self-lubricating bearings to reduce maintenance
6. Flexibility & Customization
-
Curved belts for space-constrained areas
-
Allergen-free designs for nut processing lines
7. Supplier Certifications
-
Mandatory: ISO 22000 certification
-
Preferred: Vendors offering free material testing
Part 3: Conveyor Belt Solutions for Specific Food Processing Scenarios
-
-
1.Bakery: White PU belts with non-stick coatings(bakery conveyor belt solutions)
-
-
-
2.Meat Processing: Blue antimicrobial modular belts(meat processing conveyor systems) -
-
3.Liquid Packaging: Stainless steel chain belts
-
-
Part 4: FAQs
-
Q1: How often should food-grade conveyor belts be replaced?"Typical lifespan: 2-5 years. Inspect for cracks/deformation quarterly and conduct material safety tests."
Q2: How to verify FDA compliance?"Request a supplier’s Declaration of Compliance and cross-check FDA CFR 21 177.2600."





